
Процесс горячего прессования на машине горячего прессования
2025-03-13
Процесс горячего прессования на машине горячего прессования
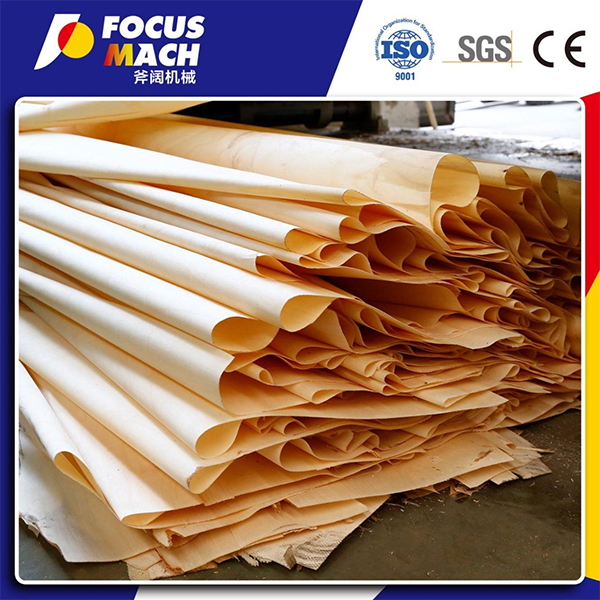
Прессование под давлением: пояснение и процесс производства на основе древесных плит
Горячее прессование является важнейшим этапом производства древесных композитов и напрямую влияет на свойства и качество готового изделия. Взаимодействие процессов тепломассопереноса при горячем прессовании сопряжено с процессами механической деформации древесных композитов при повышенных температурах. Кроме того, хотя отверждение смол регулируется правилами химических реакций, оно может привести к выделению или поглощению тепла и воды, что может оказать влияние на процессы тепло- и массопереноса. Многие ученые, осознавая его сложную и взаимосвязанную природу, провели длительные, многогранные и многоуровневые исследования, чтобы лучше понять термический стресс.
Гидравлический пресс — это машина, которая использует давление для создания силы по принципу Паскаля. Закон Паскаля объясняет, что когда сила (F1) прикладывается к ограниченной жидкости на площади (A1), давление (P) передается без какого-либо уменьшения, в результате чего возникает сила (F2) на площади (A2). Это правило можно использовать для увеличения отношения площадей для данной силы, чтобы получить большую силу - f2 = f1 (a2/a1)
По сути, он состоит из основания, в котором установлен один или несколько гидравлических цилиндров, способных подниматься и опускаться. Верхняя часть принтера соединена с основанием при помощи колонн, рам и прочных металлических панелей. Обычно нижняя кровать регулируется по высоте, а верхняя остается фиксированной. Типичная толщина пластины составляет от 40 до 50 мм, в ней просверлены отверстия диаметром от 15 до 20 мм для прохождения горячего масла или пара. Они изготовлены из стали и отлиты как единое целое. Плато отполировано и покрыто хромом, чтобы клей не прилипал к нему. Добавление слоя покрытия улучшает внешний вид панелей и служит барьером от коррозии. Число плато колеблется от 3 до 21 и более, но обычно используется 12 гелиопауз, что равняется 13 плато. Обычный размер прессованных плит на фанерных заводах составляет 270 см x 144 см, но для особых нужд доступны плиты большего размера. Диапазон давления составляет от 100 тонн до 5000 тонн. Необходимое давление создается с помощью комбинации роторных и поршневых насосов. Роторный насос используется сначала для закрытия пресса, а поршневой насос — для создания и поддержания высокого давления. Насос должен быть способен создавать давление не менее 18 кг/см2 или более.
Стойки, удерживающие пресс на месте, могут быть расположены по углам, по бокам или по концам в зависимости от компоновки пресса и для удобства загрузки. Они должны быть достаточно прочными, чтобы не допускать прогиба в месте изгиба и поглощать все диагональное давление. Если в результате теплового воздействия произойдет лишь небольшое отклонение, прессованный компонент справится с этим. Однако при возникновении значительного прогиба прижимная пластина может оказывать неравномерное давление на конструкцию, что приведет к недостаточному склеиванию в некоторых областях панели или к раздавливанию древесных волокон в определенных местах.
Во время операций горячего прессования точный контроль температуры имеет первостепенное значение, поскольку колебания температуры могут привести к возникновению очень серьезных неисправностей. Из нескольких методов, упомянутых выше, для нагрева фанерных прессов в коммерческих целях используются следующие три.
Во время операции горячего прессования крайне важно точно контролировать температуру, поскольку любые колебания приведут к появлению видимых дефектов. Из различных методов, рассмотренных выше, следующие три метода обычно используются в коммерческих целях для нагрева фанерных прессов.
1. Электрический 2. Масляный 3. Паровой
Электрический нагрев стоит дорого и подходит только для очень маленьких прессов. Паровой обогрев прессов эффективен, но его установка требует больших затрат. В Индии тепловая компрессия обычно является предпочтительным и широко применяется, хотя она становится все более популярной.
Точное планирование сводит к минимуму любые перепады температуры при максимальной скорости конденсации, гарантируя равномерную конденсацию насыщенного пара в канале при постоянной температуре по всей площади пластин.
При 10-дневном прессовании с использованием плиты размером 270 см x 144 см расход пара обычно составляет от 180 до 275 кг/час. Однако при загрузке тяжелой партии 19-миллиметровых компонентов из шпона твердых пород древесины потребность в паре может быстро превысить 450 кг/час для поддержания рабочей температуры. Равномерную температуру плит горячего пресса можно поддерживать стабильной с помощью соответствующего оборудования прямого контроля температуры или путем регулирования давления пара с помощью клапана отбора проб, который может управляться вручную или автоматически.
Существует множество проблем с нагревом и контролем температуры нагревательных плит. Одной из основных причин является сжатие водяного пара в каналах плиты, через которые он проходит. После образования слоя конденсата он действует как изолятор, тем самым затрудняя передачу тепла от конденсирующегося пара к поверхности плиты, вызывая накопление воды в каналах плиты. Это может привести к значительному снижению температуры, особенно у основания плато.
Решение заключается в обеспечении хорошо спроектированной системы каналов плиты для предотвращения образования крупных капель во время максимальной конденсации и поддержания равномерной конденсации пара по всей плите. При смешивании с паром воздух часто нарушает равномерное распределение температуры поверхности плиты. Этот воздух получается из пресной воды, подаваемой в котел, и является совершенно сложным. Поэтому он перемещается вместе с паром и имеет тенденцию собираться в местах, где вода конденсируется и течет медленно. Воздух не может конденсироваться, и слой насыщенного воздуха имеет тенденцию скапливаться вблизи конденсирующих поверхностей каналов, снижая эффективность теплопередачи в этих областях.
Воздух можно удалить из пара, установив продувочные клапаны или устройства для выпуска воздуха на впускных и выпускных коллекторах PLATO при обнаружении падения температуры, что указывает на возможное скопление воздуха.
Регулировка температуры во многих термопрессах (10 дней) в Индии обычно осуществляется вручную. Обычно к плите прикрепляют датчик температуры и считают зарегистрированную температуру средней температурой плиты. В зависимости от изменения температуры в счетчике открывается или закрывается регулирующий клапан в паропроводе. Положение шарика термометра может вызывать неопределенность, поскольку при его размещении вблизи входного или выходного отверстия для пара могут отображаться разные температуры. Не все плиты должны соответствовать температуре, отображаемой на прикрепленной плите. Если на пластине, где находится шарик, скапливается вода, термометр будет показывать неточные показания.
Кроме того, подобный процесс измерения температуры может быть длительным. Пар нагревает металл пеларгонии, достигая кармана и шарика термометра. Этот процесс часто может занять значительное время. Сначала колба должна нагреться, а это также требует времени для того, чтобы содержимое колбы термометра отреагировало на дисплей. Помимо человеческих ошибок и нерешительности при быстром открытии и закрытии клапанов паропроводов, могут возникнуть дополнительные задержки.
Резкие колебания температуры произошли из-за накопления конденсированной воды внутри Платона. Проблемы с отводом конденсата и связыванием воздуха сильно различаются в зависимости от конструкции плиты, коллектора и канала нагревателя, а также качества пара. Из-за горизонтального расположения платформы и медленного отвода конденсата необходимы эффективный захват пара и байпас. Важно установить водоотделитель и пароуловитель на входе в пресс, чтобы предотвратить попадание воды в пресс, что может усугубить проблемы с дренажем, а также по возможности исключить попадание воздуха в пар в рабочих условиях.

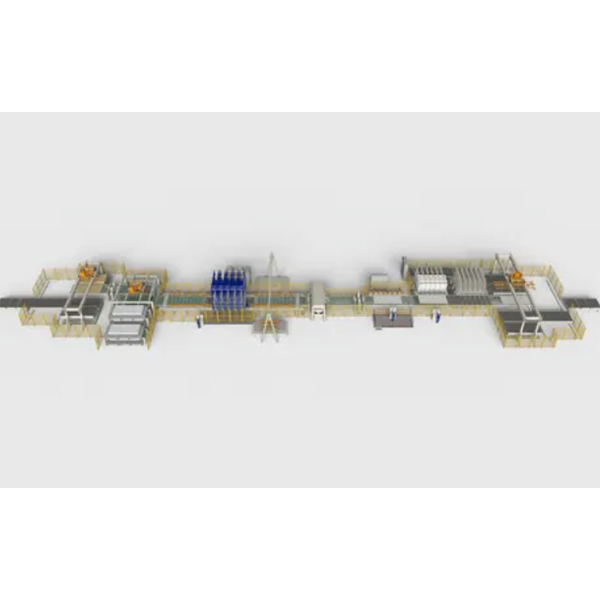
Термопресс является важнейшим оборудованием на заводах по производству фанеры. Основная функция термопресса — нагрев и обжиг собранных панелей лицевой стороны, шпона и сердцевины. Давление пара из котла обеспечивает мощность для рабочего теплового давления. Если панели не прессуются с правильным давлением пара, не будет достигнуто высококачественного результата. Технические характеристики горячих новостей на самом деле зависят от годовых производственных потребностей отрасли. Согласно техническим характеристикам, термопресс, обычно используемый в мелкосерийном производстве фанеры, обычно имеет производительность 640 тонн, включая нагревательную плиту, ящик для болтов, прессовый стол, электрическую плиту и цилиндрический ползун.