
Введение в систему нагрева горячего прессования искусственного картона
2025-02-14
Метод нагрева влияет на выбор температуры, управление процессом и качество обработанных продуктов при использовании горячего пресса. Ниже подробно описывается система нагрева горячего пресса с точки зрения метода нагрева, плиты горячего прессования, соединения и герметизации, а также изоляции трубопровода.


(1) Сравнение методов нагрева
Традиционными методами отопления являются паровое и электрическое отопление. Паровой нагрев нагревается быстро, но требует котла высокого давления, высокого давления в трубопроводе, а пар легко конденсируется в воду, вызывая неравномерную температуру на поверхности пластины. Электрический нагрев имеет характеристики быстрого нагрева, высокой температуры нагрева и простоты управления, но он потребляет много электроэнергии и имеет высокие эксплуатационные расходы. При реальном использовании у него есть недостатки, заключающиеся в том, что трудно заменить провод сопротивления, если он выходит из строя.
Преимуществами термического масляного нагрева являются: высокая теплоемкость, равномерная температура, нагрев до очень высокой температуры при нормальном давлении, небольшие потери тепла и возможность снижения производственных затрат. Недостатками являются медленная скорость нагрева и сложность регулирования температуры. В мебельной промышленности, когда требования к температуре горячего прессования не высоки, печь с циркуляцией горячей воды также может обеспечить удовлетворительные результаты, при этом фиксированные инвестиции и эксплуатационные расходы очень низкие.
Характеристики нового газового термомасляного котла: отсутствие загрязнения, высокая скорость преобразования энергии, отсутствие необходимости в хранении угольной золы, что позволяет сократить площадь пола. Когда газовый термомасляный котел транспортирует топливо, требуется меньше других вспомогательных машин, малая мощность и короткое время непрерывной работы, что позволяет значительно экономить электроэнергию, используемую при производстве термомасляного котла. Кроме того, поскольку угольные термомасляные линии при работе производят много дыма и пыли, загрязняя окружающую среду, в то время как природный газ является чистым источником энергии, при работе газотермальной масляной печи не происходит никаких загрязняющих выбросов в атмосферу, что позволяет максимально обеспечить потребности в защите окружающей среды.
В-третьих, газовая термомасляная печь может сэкономить трудоемкость во время эксплуатации. Поскольку угольный термомасляный контур требует высокоинтенсивного физического труда в процессах транспортировки угля и выгрузки шлака, газовая термомасляная печь избегает этого высокоинтенсивного физического труда и может сэкономить трудозатраты для предприятия.
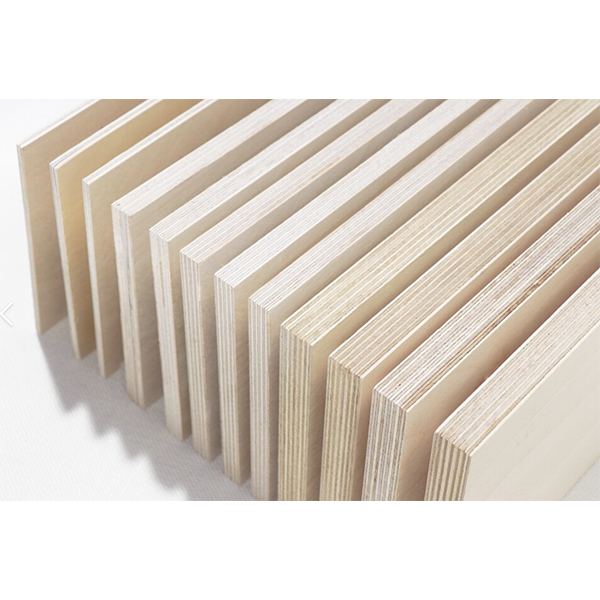
(2) Характеристики пластины горячего прессования
Эффективность плиты горячего прессования можно оценить по нескольким параметрам: во-первых, по использованию материала плиты, затем по точности обработки и, наконец, по расположению каналов среды в плите горячего прессования.
Пластина горячего прессования обычно изготавливается из цельного куска штампованной стальной пластины, обработанной глубоким сверлением, и в основном используется для масляного и парового нагрева. Другая форма - это сварка трубы и наклеивание алюминиевой пластины на поверхность, которая в основном используется для электрического нагрева. Использование цельного куска стальной пластины позволяет избежать утечки масла, вызванной плохой герметизацией, и в то же время имеет высокую жесткость и прочность, но пластина горячего прессования толще и тяжелее; последняя обычно принимает форму тонкой пластины, и во время сварки и обработки будет создаваться напряжение, поэтому требуется высокая точность обработки.
Тонкую плиту горячего пресса легко предварительно нагревать и контролировать температуру, но она предъявляет высокие требования к заготовке. Неравномерная толщина заготовки вызовет деформацию плиты и повлияет на качество последующей обработки. Более толстая плита горячего пресса способствует повышению теплоемкости и повышению прочности и жесткости, но она увеличит габаритные размеры пресса и увеличит расход стали.
В процессе изготовления и обработки необходимо обеспечить плоскостность плиты горячего пресса и достаточную параллельность верхней и нижней поверхностей. Допуск плоскостности плиты горячего пресса должен быть в пределах 0,1-0,18 мм, допуск параллельности должен быть в пределах 0,15-027 мм, а шероховатость поверхности плиты должна составлять 3,2 мкм. Разница температур по всей ширине плиты горячего прессования не должна превышать 2-3°C. Если разница температур слишком большая, влажность будет неравномерной, изделие будет склонно к короблению, а прочность и внешний вид изделия ухудшатся.
Каналы нагрева для потока теплоносителя в плите горячего прессования, как правило, не воспринимаются всерьез представителями отрасли по производству искусственных плит. Правильная конструкция схемы должна основываться на принципах облегчения потока теплоносителя, обеспечения равномерного повышения температуры на поверхности пластины и уменьшения утечки теплоносителя. Для небольших прессов горячего прессования, используемых в мебельной промышленности, обычно применяется одноканальная двухконтурная конструкция, отвечающая требованиям эксплуатации.


(3) Соединение и герметизация
Использование соответствующих методов соединения и уплотнительных элементов имеет большое значение для теплопередачи в условиях высоких температур и высокого давления.
В настоящее время соединительные трубы плиты горячего прессования в основном основаны на шлангах, что делает соединение очень удобным. Металлические шланги в основном используются в Китае, а некоторые производители используют импортные тефлоновые шланги. Оба метода могут быть соединены фланцами. Усталостная прочность тефлоновых шлангов лучше, чем у металлических шлангов. Традиционно в качестве уплотнительных материалов используются листы асбестовой резины. Новые материалы, такие как политетрафторэтилен и спирально-навитой графит, обладают лучшими уплотнительными свойствами.

(4) Изоляция трубопровода
Выбор бесшовной передовой технологии изоляции может сэкономить более 20% энергии по сравнению с методом изоляции с использованием минеральной ваты, обернутой битумной тканью. Явление мостика холода и явление поглощения влаги являются фатальными недостатками процесса изоляции соединений. Меры изоляции с использованием технологии композитной изоляции могут обеспечить максимальную экономию энергии, изолировать возникновение явления поглощения влаги и в то же время гарантировать, что температура системы отопления постоянна, температура быстро повышается, а температура медленно понижается.